Top 5 Belt Conveyors in Canada for 2026: Efficient Material Handling Solutions
Published on Saturday, January 24, 2026
Continuous belt conveyors are the backbone of material handling systems used to move bulk and packaged goods across production floors, warehouses, and distribution centers. In Canada they are especially valued for long runs and inclined transfers where smooth, reliable transport is critical. Modern belt conveyors prioritize energy-efficient motors, low-maintenance belts, and integrated IoT sensors for predictive maintenance, which reduce operating costs and unplanned downtime. Canadian buyers also favor equipment that performs reliably in cold climates, meets regional safety and electrical standards, offers bilingual support, and is backed by local service networks. These preferences drive demand for modular, scalable designs that can be optimized for throughput, footprint, and sustainability goals.
Top Picks Summary
Dorner 2200 Series Belt Conveyor
The Dorner 2200 Series is a compact, modular light-to-medium duty belt conveyor known for reliable, quiet operation and low total cost of ownership; standardized profiles and pre-engineered options speed deployment for production and packaging lines. Compared with heavier conveyors on this list, the 2200 emphasizes lower capital expense and faster lead times while still offering broad accessory compatibility and straightforward integration for general material handling tasks.
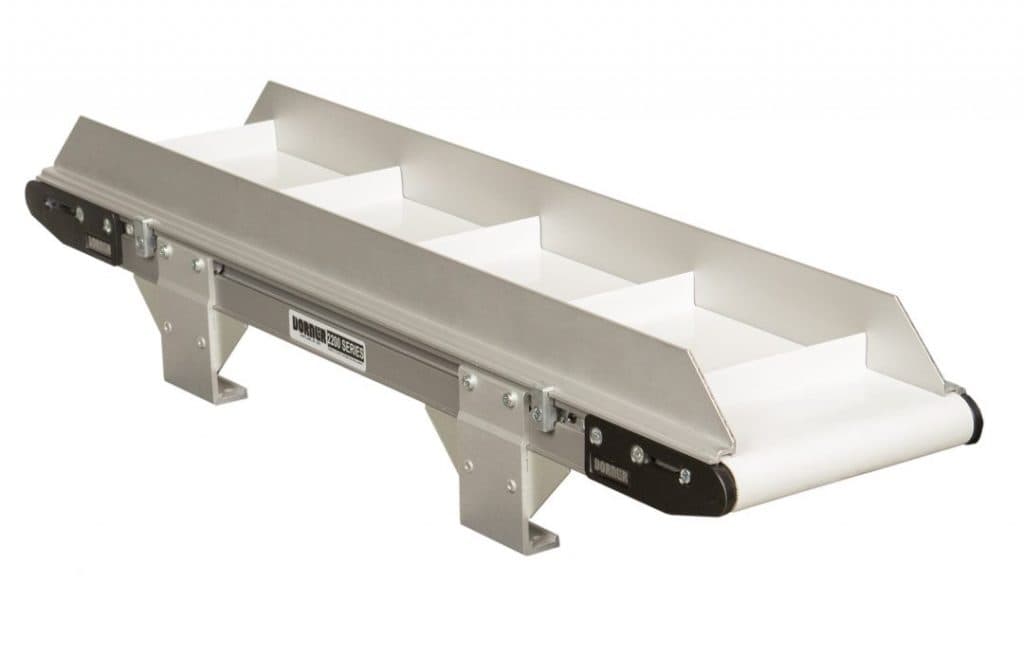
$1,200-4,000 CAD
Hytrol TR Heavy Duty Slider Bed Conveyor
The Hytrol TR Heavy Duty Slider Bed Conveyor is built for high-capacity industrial material handling and pallet throughput with rugged construction, high load ratings, and long service intervals suited to distribution centers and heavy manufacturing. Versus the lighter, more modular systems here, the TR delivers superior load capacity and durability for heavy-duty workloads, accepting a larger footprint and higher initial investment in exchange for extended life and lower replacement frequency.

$4,000-15,000 CAD
Flexlink X85 Belt Conveyor
The Flexlink X85 Belt Conveyor offers high-precision, hygienic design and modular flexibility optimized for food, pharmaceutical, and high-speed assembly applications, with easy automation integration and quick reconfiguration. Compared to the more traditional heavy conveyors listed, the X85 trades raw load capacity for greater precision, sanitation and uptime advantages that can reduce compliance and downtime costs in regulated or fast-change production environments.

$6,000-22,000 CAD
Interroll Belt Conveyor Platform
The Interroll Belt Conveyor Platform couples modular roller and belt technology with efficient drum motors and a strong global service network to deliver energy-efficient midsize conveyors for parcel, e-commerce and continuous handling operations. Against the other products, Interroll stands out for platform-based scalability and low operating costs enabled by optimized drives and serviceability, making it attractive where throughput and lifecycle operating expense matter most.

$3,000-12,000 CAD
mk North America VersaMove Belt Conveyor
The mk North America VersaMove Belt Conveyor focuses on reconfigurability using aluminum modular framing and quick-change components, enabling low-cost layout changes and fast installation for light-to-medium duty material handling. In comparison with fixed heavy-duty systems, VersaMove minimizes downtime and capital risk for evolving production lines by offering competitive pricing, simplified maintenance and fast on-site adjustments.

$2,000-9,000 CAD
Why belt conveyors work: proven benefits and evidence
Belt conveyors deliver consistent, high-capacity flow of goods with relatively low operator involvement, making them cost-effective for long-distance and inclined transport. Research in industrial engineering and manufacturing case studies supports key benefits such as energy savings from modern drive controls, lower lifecycle maintenance costs from durable belt materials and modular components, and improved uptime through sensor-driven predictive maintenance. For beginners, the core idea is simple: a powered belt moves items along a fixed route; advances in motor efficiency, belt technology, and digital monitoring make that basic system much more economical and reliable than older designs.
Energy efficiency: Industry reports and retrofit case studies show that adding variable speed drives and high-efficiency motors can reduce conveyor energy use significantly, often in the 10 to 30 percent range depending on system duty and controls.
Maintenance and uptime: Use of low-friction belt materials and modular components reduces wear and maintenance time; IoT sensors that monitor belt condition and motor load enable predictive maintenance strategies that lower unplanned downtime.
Safety and ergonomics: Properly integrated guarding, emergency stops, and ergonomic transfer heights reduce workplace injuries. Compliance with standards such as CSA and best practices improves long-term safety performance.
Operational flexibility: Modular and configurable belt conveyors allow quick reconfiguration for new product lines or layout changes, which is documented in multiple manufacturing case studies as a driver of reduced changeover time and increased throughput.
Frequently Asked Questions
Which belt conveyor should I buy for packaging lines?
Choose the Dorner 2200 Series Belt Conveyor for compact packaging and light material handling, since it’s a “compact, modular light-to-medium duty” option with pre-engineered profiles and modular lengths for fast deployment; rating 4.6.
What exact feature makes the Flexlink X85 hygienic?
The Flexlink X85 Belt Conveyor is designed for hygienic surfaces, with modular, low-noise, low-maintenance belt technology plus integrated guiding and framing; average rating is 4.5.
How do prices compare across these belt conveyors?
Price details aren’t provided for the Dorner 2200 Series, Hytrol TR Heavy Duty Slider Bed, or Flexlink X85 Belt Conveyor, so I can’t compare exact costs; available ratings are 4.5, 4.4, and 4.5.
Who is the Hytrol TR belt conveyor for versus not?
The Hytrol TR Heavy Duty Slider Bed Conveyor is built for continuous, high-capacity use in distribution and manufacturing with rugged slider-bed construction; rating is 4.4, and warranty duration isn’t listed.
Conclusion
In the Canadian context, belt conveyors remain a practical choice for reliable long-run and incline transport while supporting energy and maintenance goals. The top systems featured here — Dorner 2200 Series Belt Conveyor, Hytrol TR Heavy Duty Slider Bed Conveyor, Flexlink X85 Belt Conveyor, Interroll Belt Conveyor Platform, and mk North America VersaMove Belt Conveyor — each serve distinct needs: Dorner 2200 is an excellent all-around option for most operations, Hytrol TR suits heavy-duty loads, Flexlink X85 is ideal for modular cleanroom-style lines, Interroll offers robust platform integration, and mk VersaMove provides flexible layout adaptability. We hope you found what you were looking for; if not, refine or expand your search using the site search to match capacity, footprint, or feature priorities.