Top 8 Bulk Material Conveyors in Canada 2026: Dust Control, Durability, and Smart Monitoring
Published on Friday, July 17, 2026
Bulk material conveyors for material handling are engineered systems—such as belt feeders, screw conveyors, tubular conveyors, apron conveyors, chain conveyors, vibrating conveyors, pneumatic conveyors, and drag conveyors—designed to move powders, granules, ores, and other bulk commodities reliably and continuously. In Canada, buyers prioritize dust control, abrasion-resistant materials, smart flow monitoring, and energy-efficient drive solutions to minimize downtime, improve safety, and reduce operating costs across mining, aggregates, grain, and industrial processing sectors. Seasonal and regional considerations, like cold-climate components and regulatory compliance with Canadian safety and environmental standards, also influence procurement. The top 8 options in 2026 focus on enclosed and filtered systems for fugitive dust reduction, ceramic or UHMW wear liners for abrasion resistance, integrated IoT sensors for flow and load monitoring, and variable frequency drives or regenerative drives for energy savings and smoother start-stop operation.
Top Picks Summary
Flexicon's flexible screw conveyors are market leaders for gentle, low-capacity transfer of powders and bulk solids, offering lower capital expense and simpler installation than many rigid tubular systems on this list. Compared with heavy-duty options such as Martin or KWS, Flexicon excels at sanitary, dust-tight conveying and quick changeovers, which reduces product loss and cleaning downtime in food and pharmaceutical applications. Financially, the lower initial investment and minimal foundations required make Flexicon an economical choice for small-to-moderate throughput installations.
Show More Screw Conveyors
Volkmann's VS Vacuum Conveyor leads for high-containment, dust-free conveying and is tailored for high-value, hazardous or sterile powders where contamination control and safety are paramount. Although typically higher in capital and operating cost than mechanical tubular systems, its superior containment and minimal product loss can deliver strong financial benefits in pharmaceutical and specialty-chemical applications by protecting product quality and reducing waste.
Show More Tubular Conveyors
$12,000-90,000 CAD
Metso's apron feeder is positioned as a best-in-class solution for apron conveyors because of its heavy-duty modular construction, extensive wear-material options, and tight integration with Metso crushing and screening systems. It delivers high throughput with reduced downtime through longer service intervals, which can translate to lower lifecycle costs compared with some competitors. For applications where throughput consistency and minimized maintenance expense are priorities, Metso often outperforms smaller suppliers on total cost of ownership while offering global service backing.
Show More Apron Conveyors
$150,000-800,000 CAD
Schenck Process Dense Phase Conveying System
Schenck Process's Dense Phase Conveying System leads for gentle, low-wear transport of fragile, abrasive, or cohesive bulk materials by using high solids-to-air ratios that reduce material degradation and pipeline wear. Technically optimized for long runs and heavy-duty service, it typically requires higher capital than dilute-phase or vacuum options but can deliver lower lifecycle costs in abrasive or large-capacity applications.
Show More Pneumatic Conveying Systems
CDM Systems' En-Masse Drag Conveyor earns a top position for drag-chain applications by moving material in a full-volume, low-velocity flow that minimizes segregation and product degradation while maximizing throughput. Compared with the other systems listed, its energy-efficient en-masse principle and lower wear profile deliver attractive lifecycle costs for friable and high-throughput bulk solids, though it trades off some layout flexibility versus more modular competitors.
Show More Drag Chain Conveyors
Machinex Chain Conveyor is recognized for modular, robust chain conveyors commonly used in recycling and sorting lines where flexibility, easy integration, and lower upfront cost are priorities for scraper-conveyor style material movement. Compared with heavy-duty drag systems, Machinex chain conveyors typically cost less to deploy and reconfigure for changing layouts, though they may be less gentle than en-masse or flexible-screw solutions and may require more frequent wear part replacement under extremely abrasive service.
Show More Scraper Conveyors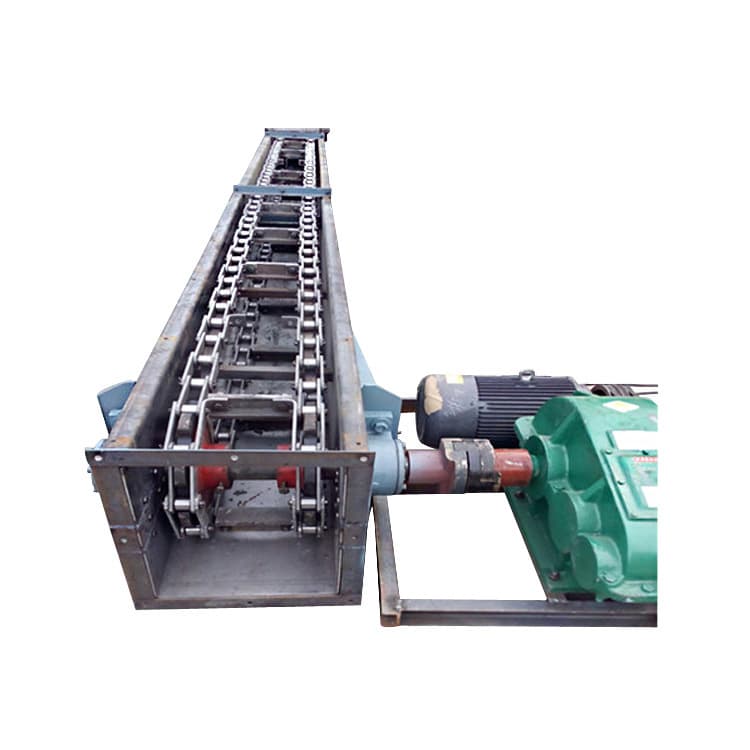
Ag Growth International Hi Roller Bucket Elevator
The Ag Growth International Hi Roller excels as a best-in-class bucket elevator by combining heavy-duty rollered boot and head designs with proven agribusiness reliability, making it a top choice where uptime and simple maintenance matter. Compared with the other elevators on this list it often delivers a favorable balance of capital cost and operational durability, offering lower long-term service expense than some premium European designs while matching or exceeding throughput expectations for grain-handling operations.
Show More Bucket Elevators
Key Technology Iso-Flo Vibratory Conveyor
The Key Technology Iso-Flo Vibratory Conveyor is best-in-class for gentle, precisely controlled bulk conveying in food, snack and delicate particulate applications, minimizing product breakage and segregation. Technically it outperforms the more industrial-focused machines on product integrity and traceability, and its reduced product loss and rework often translate into measurable financial benefits for high-value or friable materials.
Show More Vibratory Conveyors
What the Research and Industry Guidance Shows
A range of peer-reviewed studies, industry technical reports, and Canadian guidance documents support the benefits of modern conveyor design choices. Research across occupational health, materials engineering, and industrial energy management demonstrates that improved enclosure and filtration reduce airborne dust exposure; abrasion-resistant materials and modular wear components extend component life; and condition monitoring with predictive analytics lowers unplanned downtime. Canadian organizations and standards bodies provide practical guidelines for safety and environmental control that align with these findings, and energy programs highlight motor and drive upgrades as effective ways to reduce energy use and operating cost.
Dust control and enclosed conveying: Occupational health studies and guidance from the Canadian Centre for Occupational Health and Safety (CCOHS) show that controlling fugitive dust reduces respiratory hazards and regulatory risk while preserving product quality.
Abrasion resistance and wear life: Materials engineering research and industrial case studies demonstrate that ceramic, hardened steels, and UHMW liners significantly extend service intervals in high-abrasion applications, lowering lifecycle cost.
Smart flow monitoring and predictive maintenance: Trials and field reports from process industries show that IoT sensors for speed, load, and vibration enable early fault detection and reduce unplanned downtime through predictive maintenance strategies.
Energy-efficient drives: Energy assessments and Natural Resources Canada programs indicate that retrofitting with high-efficiency motors and variable frequency drives can reduce energy consumption and improve start/stop control for continuous operation.
Environmental and regulatory alignment: Canadian standards and best practices emphasize enclosure, filtration, and ventilation strategies that help facilities meet provincial air quality regulations and workplace safety requirements.
Frequently Asked Questions
Which conveyor should I buy for dusty hazardous powders?
Choose Volkmann VS Vacuum Conveyor for high-containment, dust-free conveying; it’s tailored for high-value, hazardous, or sterile powders with vacuum-tight transfer and high filtration options, rated 4.8.
Does the Schenck Process dense phase system reduce wear?
Yes—Schenck Process Dense Phase Conveying System runs high solids-to-air ratios with high-pressure, low-velocity operation to minimize pipeline wear and material degradation; it’s rated 4.6.
What do I get for 3992 CAD with KWS screw conveyor?
For CAD 3992, the KWS Manufacturing Screw Conveyor is made-to-order with extensive material and size options, plus engineered drives and bearing selections for continuous industrial use; average rating 4.2.
Is the vacuum conveyor better for contamination control needs?
Volkmann VS Vacuum Conveyor is designed for enclosed, sanitary transfer of fines and allergenic powders with portable and stationary models plus high containment and filtration options; it has an average rating of 4.8.
Conclusion
Whether you are upgrading an existing line or specifying new equipment for a Canadian site, the right bulk material conveyor balances dust control, abrasion resistance, smart monitoring, and energy efficiency. We hope this guide helped you find the top 8 conveyor solutions suited to your needs in 2026. Use the site search to refine by industry, material type, throughput, or energy performance to find the best match.