Best Belt and Modular Conveyors in Canada 2026: Top 5 Picks
Published on Saturday, January 24, 2026
Belt and modular conveyors use continuous belts or interlocking plastic modules to deliver stable product handling and fast changeovers across food, pharmaceutical, packaging, and light manufacturing lines. In Canada these systems are especially popular for hygienic production because they combine sanitary construction, easy maintenance, and modular layouts that support quick reconfiguration for seasonal runs or new SKUs. Buyers in Canadian markets prioritize corrosion-resistant materials, washdown capability, energy-efficient drives, and integration with automation and traceability systems. Recent trends in Canada for 2026 emphasize designs that reduce downtime, meet rigorous food safety guidelines, minimize water and chemical use during cleaning, and support Industry 4.0 connectivity for predictive maintenance and line optimization.
Top Picks Summary
Dorner 2200 Series Belt Conveyor
The Dorner 2200 Series is a compact, cost-effective belt conveyor designed for light- to medium-duty material handling and quick integration into production lines; its simple, modular frame and standard componentry give it low purchase price and fast lead times compared with more complex modular systems. Compared to the modular leaders on this list, the 2200 delivers lower upfront cost and easier maintenance for straightforward straight-line conveying, making it a practical choice when throughput and sanitation requirements do not demand specialized modular belting.
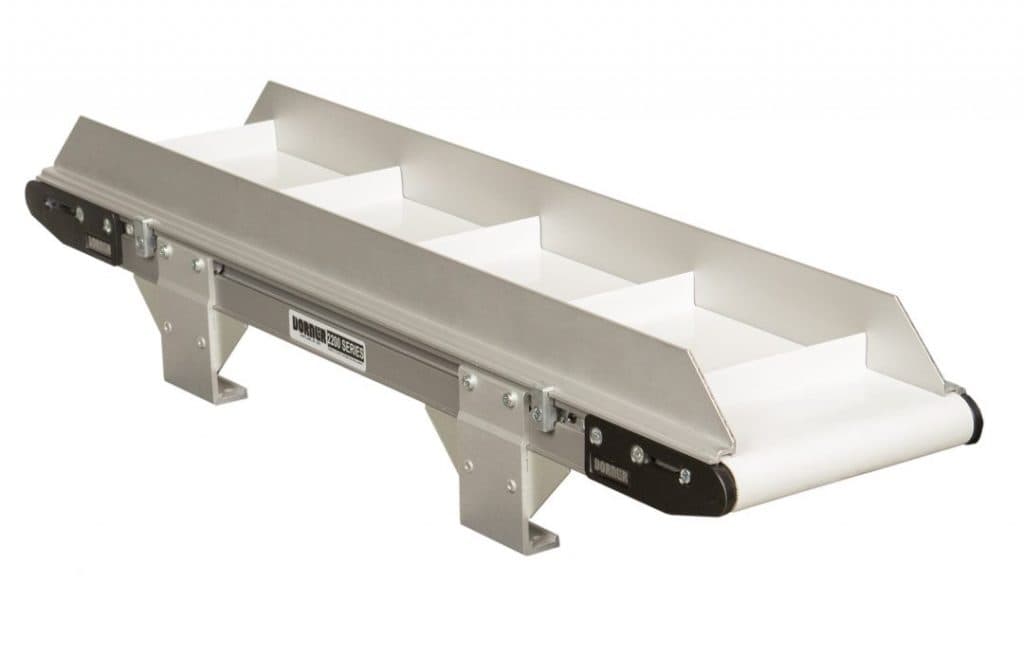
$1,500-6,000 CAD
Flexlink X85 Modular Conveyor
The FlexLink X85 is a highly configurable modular conveyor platform built for flexible layout geometries and frequent changeovers, offering strong automation integration and reduced downtime through easy reconfiguration. While its initial investment tends to be higher than simple belt conveyors like the Dorner 2200, FlexLink often yields superior long-term ROI on complex lines by minimizing changeover labor and enabling higher throughput and traceability compared with basic belt systems.

$2,000-10,000 CAD
Intralox ARB Modular Belt Conveyor
Intralox ARB modular belt conveyors leverage proprietary modular belting materials and joint designs to deliver robust durability, gentle product handling, and straightforward sanitation, making them a market leader when hygienic performance and abrasion resistance are required. Technically stronger in belt chemistry and modular joint reliability than general-purpose belts, Intralox typically commands a premium but reduces maintenance and replacement costs over time versus cheaper belts and competes well with other modular platforms on lifecycle cost and product protection.

mk North America VersaFlex Modular Conveyor
mk North America’s VersaFlex platform emphasizes mechanical flexibility and precise modular framing, combining configurable aluminum extrusion frames with plug-and-play belt or chain modules to speed engineering and lower integration cost for mid-sized automation projects. Versaflex strikes a balance between the low-cost simplicity of straight belt conveyors and the layout freedom of heavy modular systems, offering a cost-conscious path to customization that can reduce installation time and spare-parts complexity compared with some higher-end modular competitors.
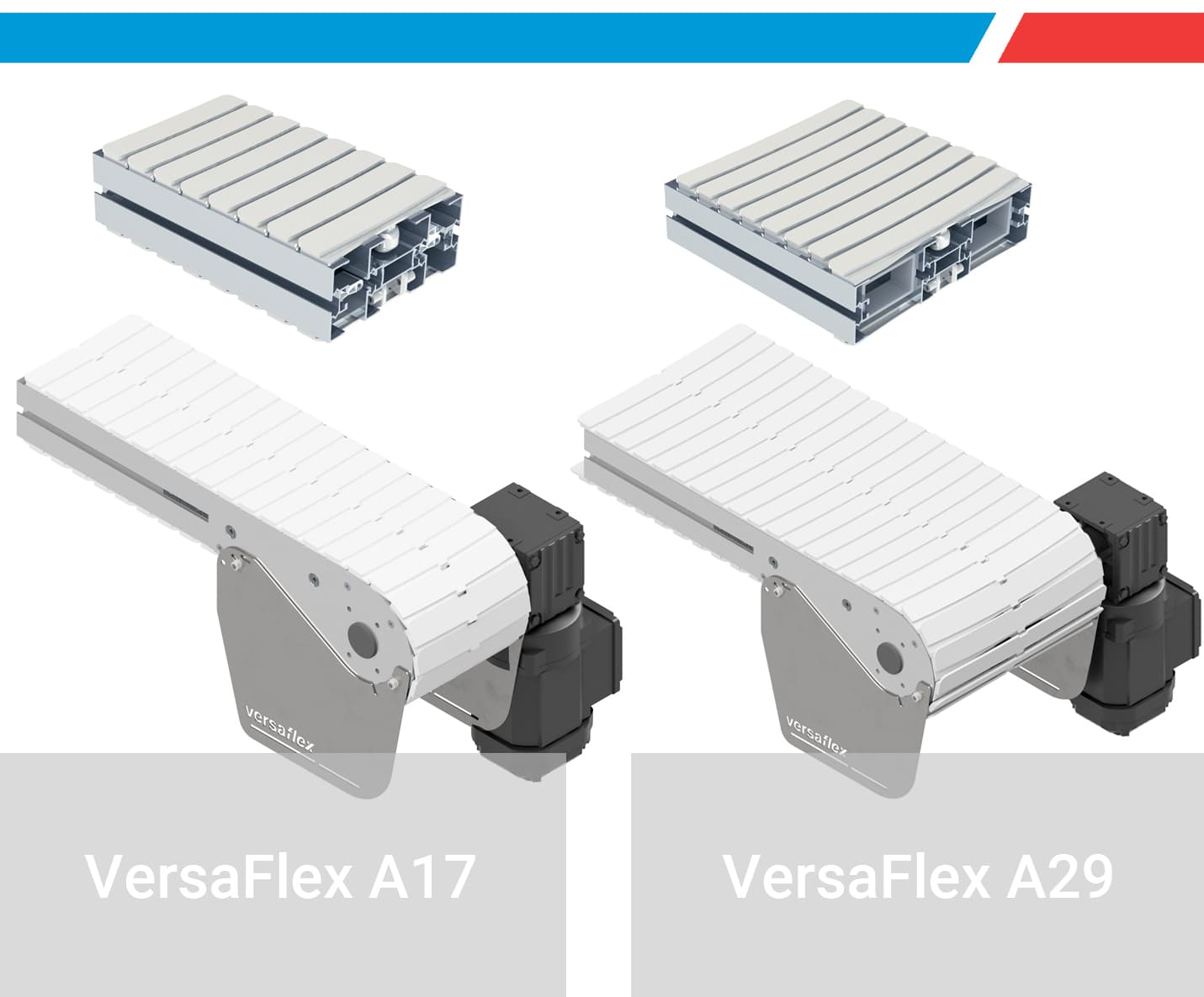
$2,500-12,000 CAD
Nercon Sanitary Belt Conveyor
Nercon’s Sanitary Belt Conveyor is engineered specifically for food, beverage, and pharmaceutical lines where washdown, cleanability, and compliance drive value; stainless-steel construction, minimal crevices and easy-disassemble components reduce contamination risk and downtime for cleaning. Although typically more expensive in materials than standard belts, its lower operational contamination risk and simplified sanitation procedures often justify the premium in regulated environments when compared to generic belts or modular systems not optimized for hygiene.

Why research and industry guidance support belt and modular conveyors
Multiple industry reports and applied research studies highlight the benefits of hygienic conveyor design, modular belts, and continuous belt systems. Evidence shows that well-chosen materials, sanitary frame design, and easy-to-disassemble modules reduce microbial harborage and cleaning time. Lifecycle and energy analyses from industry sources indicate lower total cost of ownership when conveyors are matched to product, throughput, and washdown needs. Research also supports modular layouts for faster reconfiguration and reduced labor during changeovers, which improves overall equipment effectiveness.
Hygienic design principles reduce microbial risk: smooth surfaces, accessible joints, and quick-release modules shorten cleaning cycles and lower contamination potential.
Modular plastic belts allow targeted repairs and quick part replacement, reducing downtime versus fully welded belts.
Material choice matters: food-grade polymers and stainless steel framing resist corrosion and abrasion, preserving belt integrity and product safety.
Energy and lifecycle studies show that properly sized motors, low-friction belts, and optimized layouts lower operating costs across a conveyor's life.
Integration with sensors and PLCs supports predictive maintenance and traceability, improving uptime and regulatory compliance for food and pharmaceutical facilities.
Frequently Asked Questions
Which conveyor should I choose for frequent changeovers?
Choose the FlexLink X85 Modular Conveyor for frequent changeovers, since it’s built for fast reconfiguration with curves, elevations, and a wide range of fittings; it’s rated 4.5.
Does the Intralox ARB use aramid reinforced modular belt?
Yes— the Intralox ARB Modular Belt Conveyor uses an aramid-reinforced modular belt for high strength, minimal stretch, and long life; it’s rated 4.7.
What price value do I get with Dorner 2200?
The Dorner 2200 Series Belt Conveyor is described as a compact, cost-effective belt conveyor designed to keep purchase price low and offer fast lead times, and it’s rated 4.6; no exact price was provided.
Which conveyor is better for heavy loads and sanitation?
The Intralox ARB Modular Belt Conveyor is positioned for heavy loads and sanitary applications, with an aramid-reinforced modular belt plus interchangeable modules for rapid repairs; it’s rated 4.7.
Conclusion
In the Canadian context, belt and modular conveyors deliver a strong combination of hygiene, flexibility, and cost efficiency for food, pharmaceutical, and light industrial lines. Our top five 2026 picks include the Dorner 2200 Series Belt Conveyor, FlexLink X85 Modular Conveyor, Intralox ARB Modular Belt Conveyor, mk North America VersaFlex Modular Conveyor, and Nercon Sanitary Belt Conveyor. For most hygienic food and pharmaceutical applications the Intralox ARB Modular Belt Conveyor stands out as the best overall choice thanks to its proven sanitary features and modular reconfiguration. The Dorner 2200 Series is a compact, reliable option; the FlexLink X85 shines for line flexibility; the mk VersaFlex is excellent for modular versatility; and the Nercon sanitary belt conveyor is built for rigorous washdown environments. We hope you found what you were looking for; you can refine or expand your search using the site search to compare specs, request quotes, or filter by application, material, or supplier in Canada.